- Giỏ hàng chưa có sản phẩm
The automotive industry, a sector undergoing radical changes – vehicles are integrating a multitude of new functionalities, so much so that we now speak of ‘intelligent vehicles’. These new features, such as gesture recognition, virtual assistance, eye-tracking, or attention control, will add to the current progress in accident prevention. These functionalities are made possible by the development of electronics and the integration of numerous sensors in modern vehicles.
These electronic elements must be robust and very reliable, failure analysis during the project is of major importance to reach the expected quality level. Understanding failure mechanisms will ensure quality levels consistent with large-scale manufacturing and distribution.
One of the missions of the Materials Laboratory of Renault Group is to carry out failure analysis of various parts under development.
The analysis of electronic parts follows the same pattern as the analysis of mechanical parts. It always starts with so-called level 1 analysis: analyses with non-destructive means.
In the case of electronic parts, the main technologies used are radiography and micro-focus X-ray Computed Tomography. X-ray CT allows observing internal features of parts and components to detect defects and understand the failure mechanisms in a non-destructive way. This allows when authorized, more intrusive analyses, targeting the samples very precisely so as to not destroy the defects and the signatures’ failures.
As electronics are more and more integrated, the challenge is to visualize smaller and smaller defects, and therefore to have technologies that can reach very high resolutions.
To follow we four examples have been selected that highlight typical challenges encountered.

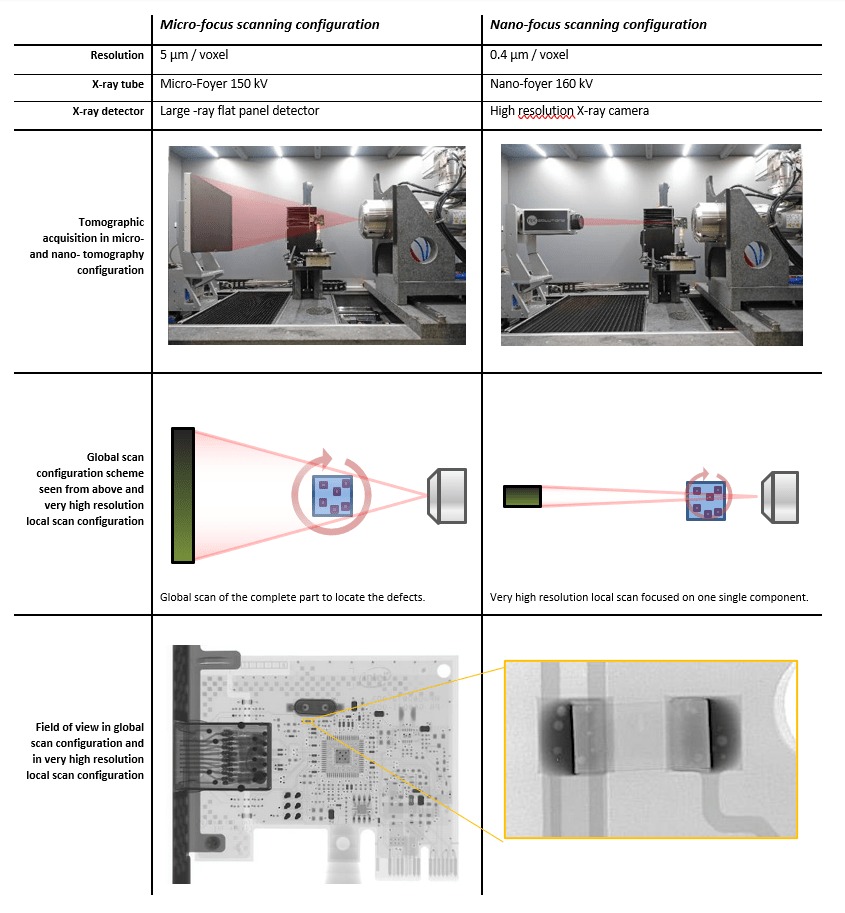
The analyses were carried out using the RX Solutions EasyTom 160 nano-tomography equipment. Optimized for very high-resolution analysis, this system allows getting tomographic data down to 0.4µm per voxel, even on objects of several centimeters in size, which makes it particularly well suited to find defects on embedded electronic components, without having to modify the integrity of the component.
Equipped with a nano-focus tube and a micro-focus tube, a large flat panel detector, and a high-resolution X-ray camera, coupled with advanced acquisition modes such as local multi-scale scans, limited angle acquisitions, the EasyTom 160 nano-tomograph offers the flexibility to perform high-resolution tomography scans regardless of the component’s size and geometry.
The tomographic analysis includes in most cases a global scan to locate the suspected components, followed by one or more local scans focused on these components at very high resolution.
The transition from the micro configuration, allowing to see the whole part, to the nano configuration, giving the image at a very high resolution of a particular component, is done in less than a minute. The targeted area can be defined on the global scan and then zoomed in for a very high-resolution scan. Centering is easy, even at very high resolution, thanks to a virtual rotation axis function centered on the area of interest.
The EasyTom 160’s flexibility, ease of use and impressive tomographic image quality make this equipment a perfect choice for failure analysis in embedded electronics.
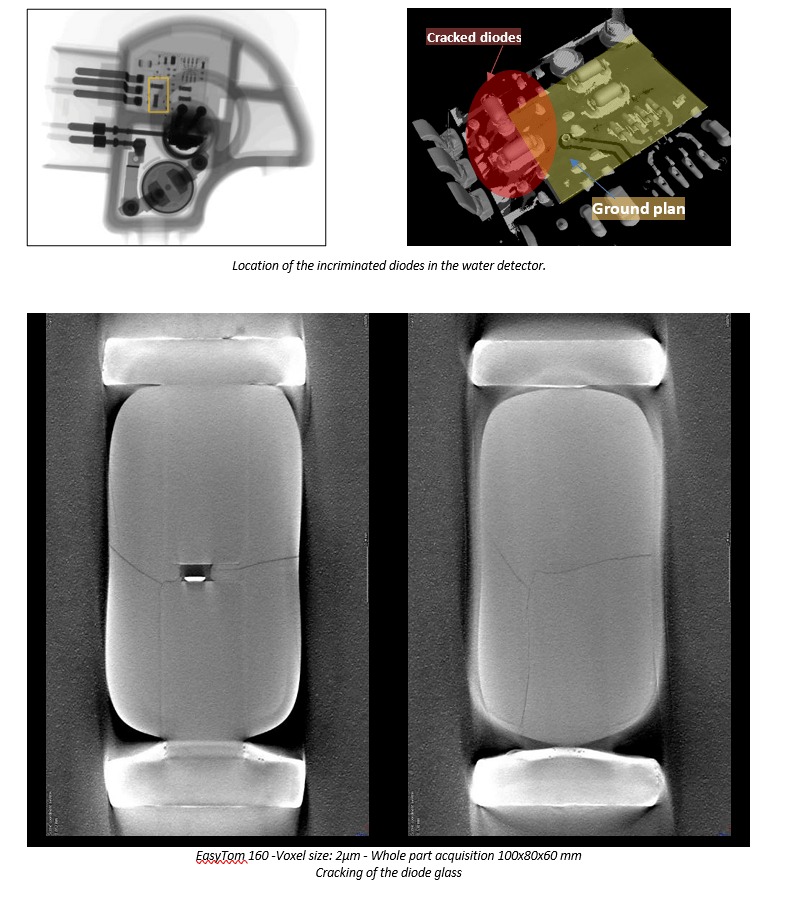
The sensor is made of a card encapsulated in black resin. The part is inspected as a whole: dimensions 100 x 80 x 60mm.
Failure: Sensor not working.
Analysis Challenge: To identify cracks in a very small glass material within a large part.
Root Cause: Mechanical breakage of the diode glass due to mechanical stress.
Hypothesis: The mechanical stresses induced by the resin (during its polymerization for example) may have put the PCB in slight bending due to its design, which caused the breakage of the 2 diodes located in the area most sensitive to this bending.
“The high-resolution CT scans were able to unambiguously show the cracks in the glass. A mechanical cutting approach would have been inconclusive because the cuts could have potentially created these cracks in the brittle glass. The cracks are a few microns in size.”
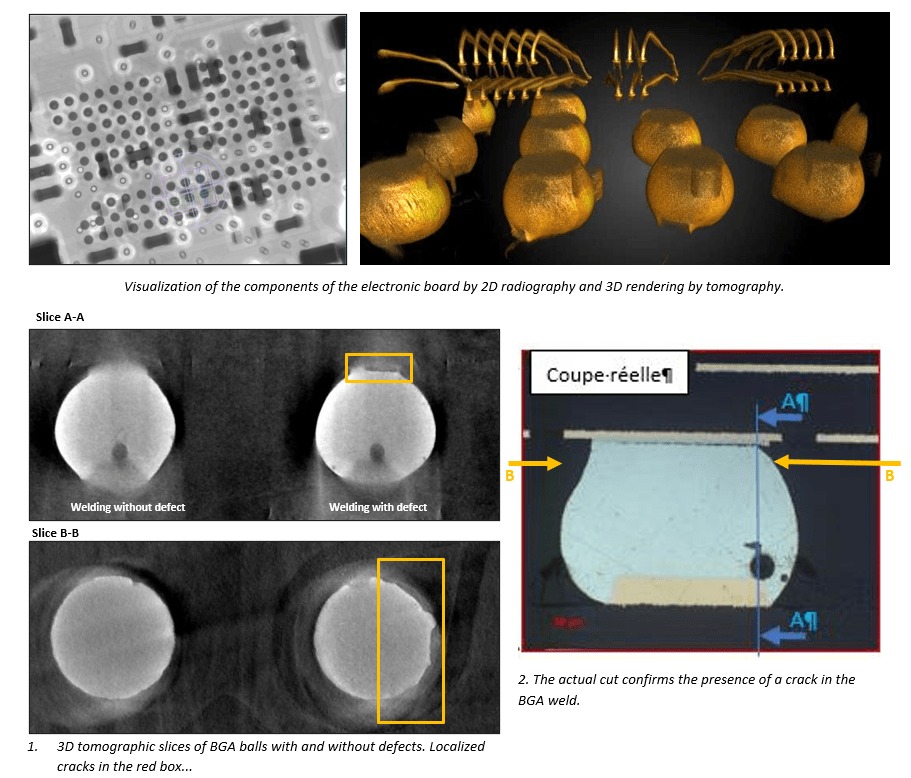
Inspections carried out on a double-sided electronic card of dimensions 50mm x 50mm.
Failure: BGA component fails. Identify the failure mechanism and locate the defects without cutting the board.
Analysis Challenges: Identify the failure mechanism and locate the defects without cutting the board. We need to combine very high resolution with a board that is bulky in order to highlight cracks in BGA balls. Locating cracks to perform polishing in the right rows.
Root Cause: A crack was highlighted on a log. Tomographic sections were used to locate the faulty log and identify it: it is log N°7 on row 2. Subsequently, polished sections were made, with the aim of polishing in the line N°2 to be appraised. The optical microscopy of the ball N°7 confirms the damage highlighted by the high resolution tomography. It is a delamination of the brazing ball on the component side, subjected to expansion stresses at high temperature during the brazing process.
“The non-destructive tomographic expertise avoided the need to make numerous “blind” polished cuts in the various suspect components.”
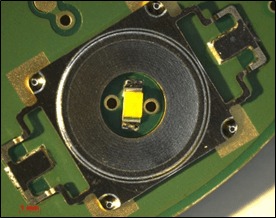
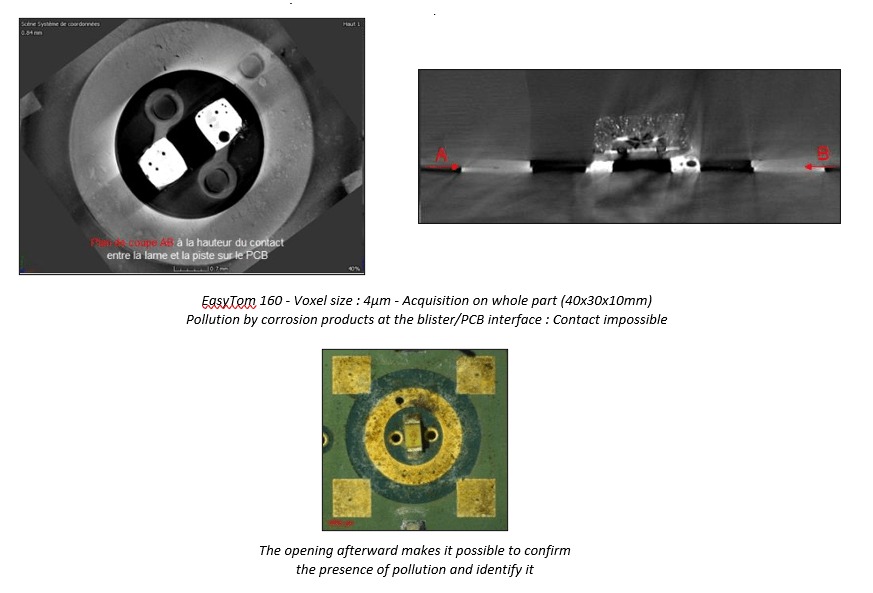
The part consists of a card integrated into a closed box of 40 x 30 x 10 mm, with several micro-switches.
Failure: contact resistance not in conformity with a micro-switch
Analysis Challenges: To highlight a very small pollution surrounded by small metallic elements, inside a whole part.
Root Cause: Pollution by corrosion products at the blister/PCB interface: Contact impossible.
“At the level of the failed micro-switch, high-resolution tomography revealed significant pollution on the PCB surface and at the Track/Clokers interface. Hence the relevance of performing the analysis without opening the part, which avoids the risk of the artifact.”
The sensor consists of a pressure measurement part, a lead frame, and an assembly by crimping on the wiring. The whole is over-molded in several over moldings. The sensor measures 5cm (excluding cable).
Failure : Wrong information delivered by the sensor
Analysis Challenges: To highlight very low density and very thin deposits in a 5cm part, with its cable.
Root Cause: Water infiltration + salts at the interfaces between the overmoldings and the various metal elements. The power supply in the presence of salt water causes corrosion and migration of metallic salts between the different tracks, along the free interfaces between the different overmolds. This creates conductive bridges forming dendrites with characteristic ionic migration facies, which are sources of leakage or short-circuit current.
.jpg)
“Opening such parts is not possible without destroying the dendrites. The high-resolution tomography allowed to highlight these dendrites undoubtedly, whereas the electrical tests were not discriminating (too dependent on the measurement conditions).”
Tomography is a powerful technology that can be used for a wide variety of applications, ranging from material analysis to assembly inspection to dimensional measurements.
In the context of failure analysis for embedded electronics, high-resolution tomography allows inspection of internal components without risking further damage to the offending part (which could lead to damage or loss of elements relevant to the conclusion).
Bài viết liên quan
Tin mới nhất